
Reprinted from the May 2026 issue of Modern Casting
By Jenel Stelton-Holtmeier
Engineering That Makes You Say WOW!
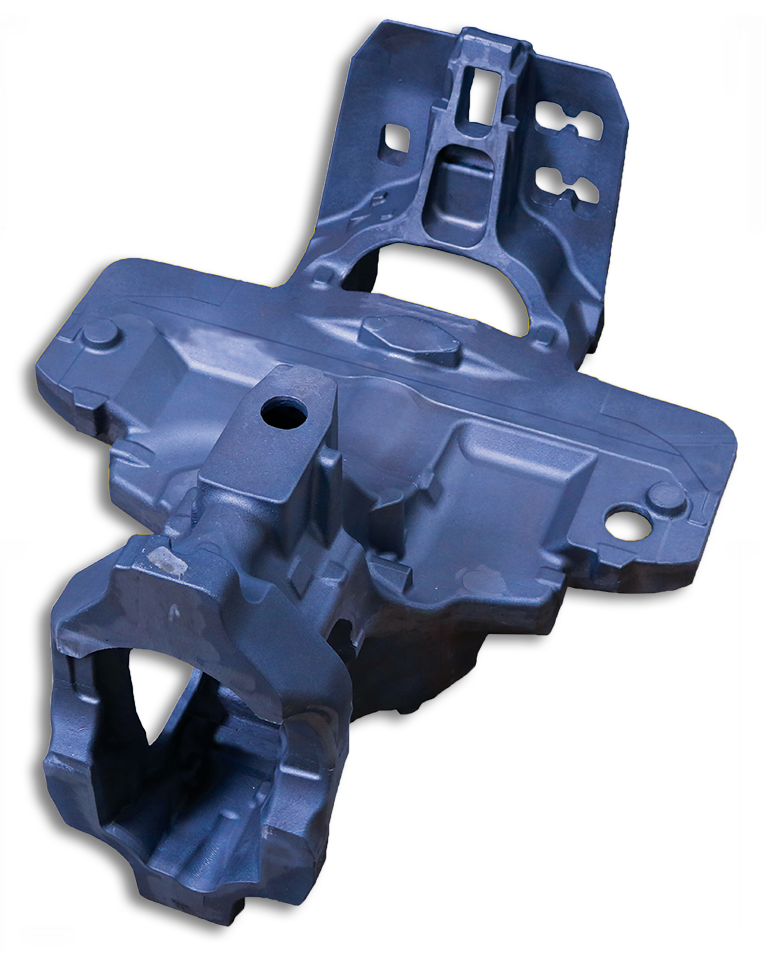
Some castings win awards because they’re big. Others because they’re intricate. And while the front hitch support produced by Willman Industries for John Deere fits both those descriptions, it earned the AFS Casting of the Year for an entirely different reason: It’s the rare project where every engineer, patternmaker and OEM partner pulled in the same direction from Day 1. The result is a 1,100 lb. ductile iron component that looks deceptively simple—until you understand the seven core puzzle hiding inside it.
When Willman Industries first began talking with John Deere about a new front hitch support for an upcoming agricultural vehicle, no one expected the project to evolve into a year long deep dive of collaborative engineering. But the finished component stands as a clear example of what’s possible when an OEM and a foundry work together with full transparency and a shared commitment to problem solving.
The arrangement required for the one-piece front hitch support, which replaces a two-piece configuration already in use on John Deere equipment, demands both strength and tight dimensional control.
“The casting connects the drive shaft under the engine to any implement you would mount to the front of the tractor,” said Carl Wulff, sales engineer and project manager for Willman. “It’s tall on both ends and dips in the center.”
The result is a casting that’s not only structurally superior but also a showcase of thoughtful core engineering, simulation-driven refinement, and cross-disciplinary teamwork.
A Design with Big Ambitions
One of the most remarkable aspects of the project is how much engineering work happened before any tooling was ordered. Willman and Deere spent five months iterating on design, simulation, and manufacturability.
“It’s not common to put that much work in before any purchase order,” Wulff said. “That requires a comfort level with the customer. Most times when a foundry makes proposals like this, you get noncommittal responses. But Deere was so willing to work with us that it gave us that confidence.”
The initial concept from the tractor manufacturer arrived as a preproduction model with one end already well developed—geometry the OEM had refined over multiple vehicle generations. But the newly added section, required for a larger tractor platform, introduced fresh challenges in solidification, core assembly, and soundness.
As the foundry’s award submission notes, “The design offers superior strength and rigidity compared to a split casting configuration… [but] the added section required modification to meet John Deere’s soundness expectations.”
“The initial design included a through core, which introduced significant challenges for core assembly and soundness,” Wulff said. “An updated design, with a fully hollow body and bearing supports, eliminated soundness concerns and allowed for cores to be set in the mold without challenging assembly.”
That redesign became the project’s turning point—a “win times four,” as Wulff put it. Hollowing the interior improved soundness, reduced weight, simplified machining, and allowed the team to fully utilize the envelope of their CB 26 edge blow core machine. Because of Deere’s openness, Willman was also able to propose several other changes. Willman’s award submission highlights some of those improvements: “We added a tie bar to a split feature in the cope through which the surrounding features can be fed via a top riser. Feeding lanes were added to one of the wings and greater wall thickness was added to another location to further improve directional solidification.” This kind of iterative refinement is only possible when an OEM is willing to adjust its CAD model to match the foundry’s process realities. Deere didn’t just allow it; they embraced it.
Engineering a Geometric Puzzle
The casting’s complexity isn’t just visual. Internally, it contains a cross shaped passage, bearing seats, and multiple chambers. Externally, it features two thin “wings” extending from the main body, sections that cool quickly and require careful feeding and risering.
“When we say complex, we mean geometrically complex,” Wulff explained. “There’s no way to make this casting without several cores. When we first looked at the design, it was quite scary.”
The team ultimately developed a seven-core system: five large central cores plus two side cores. The breakthrough came when they devised a way to set the cores sequentially—front to back—locking each into the next. This eliminated the need for fragile pre-assembled core packages.
Plant and Pattern Shop Manager Joe Huls described the challenge: “Some of the core boxes … had to have multiple loose pieces … It was a very large core and stretched the capabilities of our CB 26 core blower machine.”

To ensure dimensional stability, the team added mechanical locking features between cores, an unusual step for a casting of this size. In addition, “the size of the internal core was optimized to use the entire envelope of a CB 26 edge blow core machine,” as noted in the submission. The result was a robust, repeatable core-setting process that molding crews could execute confidently.
Making the Difficult Look Easy
Despite the casting’s complexity, the first poured samples achieved Level 2 or better soundness, a testament to the upfront engineering.
“We were able to come up with elegant solutions quickly,” Wulff said. “Our ability to propose appropriate changes and our customers’ willingness to collaborate avoided what could have been a very lengthy process.”
Dimensional accuracy was equally impressive. After scanning, the 50-inch-long casting measured within 3 mm of the master model, exceptional for a part weighing over half a ton.
This precision aligns with Willman Industries’ long standing reputation. The company, founded more than a century ago, is known for producing “high performance, high integrity castings that other foundries could not make,” according to its public company profile. Their expertise in ductile iron, austempered ductile iron and complex cored castings has made them a trusted supplier for defense, mining, power generation, and agricultural equipment OEMs.
Things that Make Foundry Pros Say "Wow"
While the engineering story is compelling, the casting’s visual impact is what first grabs attention.
“As a foundry guy, you can look at this casting right away and you go, ‘Ooh,’” Huls said with a laugh. “And then you start looking at it closer and you’re going, ‘Oh, wow.’ There’s detail on this casting that a foundry guy will look at and go just … wow.”
The aesthetic quality reflects the precision of the CNC cut red board pattern, the accuracy of the core system, and the consistency of Willman’s molding and melting operations.
“It’s a beautiful casting,” Wulff added. “Castings don’t have to be this beautiful.”

A Model for OEM-Foundry Partnership
Perhaps the most meaningful legacy of this project is what it demonstrates about the value of transparency between OEMs and foundries.
“This casting is a product of what can happen when an OEM is fully invested and fully transparent with their foundry,” said Reggie Willman, who just recently took on the role of president at the family-owned foundry. “When they’re open to feeding lanes, open to redesigning features, that’s really what gave us the success we had.”
The project also highlights the importance of involving manufacturing teams early. Supervisors from the core room, and molding and grinding departments collaborated during the design phase, ensuring the final solution was not only sound on paper but practical on the floor.
A Casting Worth Celebrating
The initial purchase order covered only 10 castings for field testing on Deere’s new vehicle platform. “We don’t really have a forecast, said Harold Hunter, vice president of sales and marketing at Willman… “They have continued to redesign this into multiple castings, some of which they could make in their foundry.” Deere has since explored alternative configurations, including a return to a two piece design.
But the limited production volume doesn’t diminish the achievement. In fact, it underscores a truth often overlooked in the industry: Some of the most innovative castings aren’t those with the highest volumes; they’re the ones that push boundaries.
“This is what we do,” Willman said. “We make highly cored, complex castings that other foundries don’t want to make.”
In an industry where complexity often leads to compromise, Willman Industries and John Deere proved that the opposite is possible. Complexity can inspire innovation, collaboration, and excellence. The front hitch support is more than a component; it’s a case study in what modern foundry engineering can achieve when everyone involved is aligned and invested.
Why This Casting Won
The Willman Front Hitch Support designed and cast for John Deere and selected as Casting of the Year stands out for several reasons:
Exceptional Engineering Complexity. Seven major cores, intricate internal geometry, thin external wings, and a long, hollow central body demanded advanced core design and sequencing.
A Testament to Collaboration and Partnership. Deere’s willingness to modify its CAD model to match foundry requirements enabled rapid progress and superior results.
Dimensional Accuracy. A 50-inch, 1,100 lb. casting held within 3 mm of nominal dimensions—an achievement few foundries can claim.
Aesthetic and Structural Excellence. The casting is visually striking, structurally robust and functionally superior to its predecessor.
A Repeatable, Scalable Process.
The core locking system and sequential setting approach developed here can be applied to future complex castings.